







Пильні диски при втраті гостроти знижують не тільки швидкість, але і якість різу. Тому їх потрібно періодично заточувати. Якщо це робити просто напилком навісу, то домогтися особливого поліпшення пиляння не вийде. Заточеним так диском можна пиляти хіба що дрова, але він ніяк не дозволить отримувати відразу чистової рез. Для якісної заточки потрібен кондуктор (пристосування). Такий пристрій можна зібрати своїми руками.
Що потрібно:
- болгарка;
- алмазний точильний диск;
- телескопічні направляючі висувних ящиків – 2 шт;
- фанера 20 мм;
- болти, гайки м8;
- черв’ячний хомут на корпус болгарки.
Будь-які диски для ушм на аліекспресс зі знижкою – http://alii.pub / 61bjly
Процес виготовлення пристосування для заточування циркулярних дисків і фрез
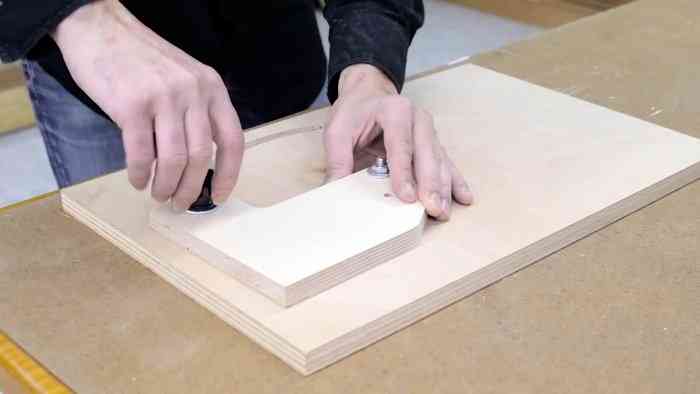
З фанери необхідно зробити підошву пристосування зразкового розміру 300х400 мм. У ній потрібно профрезерувати радіусний наскрізний паз, який в подальшому дозволить кріпити болгарку, і регулювати її кут щодо заточуються дисків.


З боку дна потрібно буде вибрати на ньому чверть, для ковзання капелюшки регулювального болта. Перед вигином просвердлюються 3 отвори для прикручування кріплення ушм. Їх краще буде зробити вже після виготовлення наступної деталі.

З фанери вирізається г-подібне кріплення для болгарки. У ньому просвердлюються отвори як на фото. Одне буде працювати як вісь обертання. Воно розташовується на місці кріплення фрезера при підготовці радіусного паза. У нього загортається меблева гайка. Навпаки робиться ще отвір для кріплення деталі безпосередньо в сам паз. Третє отвір дозволить прикручувати болгарку до даної деталі.

Деталь затискається на підошву болтами. Над радіусним пазом використовується баранчикова гайка. Ушм буде утримувати центральний болт, закручений в штатний отвір для рукояті. Щоб болгарку не накручувати на нього всім корпусом, в підошві робиться широкий отвір. Крізь нього можна буде вкручувати болт через г-подібне кріплення в інструмент гайковим ключем або шестигранником. Над центральним болтом вклеюється невелика фанерна вставка, щоб підняти майданчик в місці контакту з ушм.

З фанери робиться напівкругла підставка під корпус болгарки. Її необхідно буде прикрутити на г-подібне кріплення, завівши попередньо хомут. Той підвищить жорсткість встановленого інструменту.

Далі потрібно виготовити майданчик для фіксації заточуються дисків. Для цього вирізається з фанери деталь 150х150 мм. З краю в ній потрібно випиляти вузьку смужку, шириною 40 мм, не доходячи до країв по 30 мм. Потім на отриману п-подібну деталь приклеюються 2 рейки 150х30 мм.


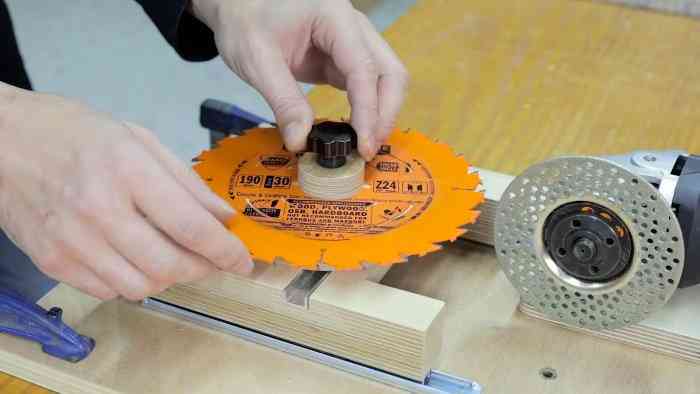
Далі випилюється фанерний коло діаметром 80-100 мм.

На ньому безпосередньо і будуть розташовуватися диски. У центрі він просвердлюється, і в отвір вкручується болт. Його капелюшок потрібно буде втопити врівень. Це буде вісь обертання диска. З боків робиться 2 отвори. Вони переносяться і на п-образне кріплення. Крізь них диск і ця деталь будуть жорстко скручуватися. На центральний болт затискається шайба такого діаметру, щоб надівається потім зверху диск не бовтався.

Знизу на п-подібну деталь прикручуються телескопічні напрямні. Збоку в кутку закріплюється невеликий квадрат з фанери. Він буде використовувати як упор при подальшій регулювання і фіксації положення каретки на напрямних полозах.


З фанери випилювання смуга 100х40 мм, і в її центр фрезерується наскрізний паз. Її потрібно прикрутити через нього до підошви кондуктора. Ця деталь і буде обмежувати хід каретки, блокуючи упор зроблений збоку. Затискати її можна баранчикової гайкою.


Останньою деталлю буде блокіратор положення пильного диска. Він являє собою г-образне підставу з бруска з наскрізним пазом для кріплення і регулювання. Зверху до нього прикручується тримач обмежує штифта у вигляді краплі. Сам штифт являє собою металевий стрижень. Ця деталь прикручується до підошви зліва від точильного диска.



Заточка дисків і фрез за допомогою саморобного пристосування
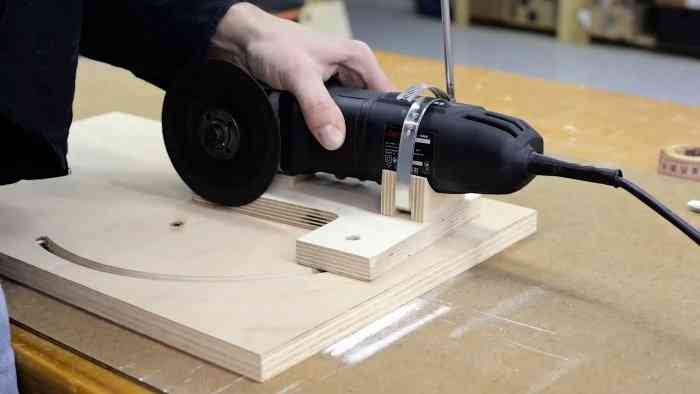
Для використання кондуктора встановлюємо болгарку з затиснутим точильним диском. Навпаки закріплюємо пильний диск.

За допомогою регуляторів вони виставляються відносно один одного під потрібним кутом заточування. Останнім прикручується обмежувач зі штифтом, щоб не дозволяти притискати зуб диска більше покладеного. Тоді всі вони будуть заточені рівномірно.


Заточка відбувається притисненням пильного диска на точильний до тих пір, поки наступний зуб не упреться в штифт. Потім каретка від’їжджає, диск провертається, і аналогічно заточується наступний зуб.
Для заточки фрез встановлюється пристосування в котом затискається фреза.
Повертається в сторону диска і та ж заточується кадая ріжуча грань по типу диска.















{kind=link}